

Jak Stroje na plnění sycených nápojů Princip činnosti: základní mechanismy a technologie
Plnící stroje pro nápoje s obsahem oxidu uhličitého vyžadují velmi přesné inženýrské řešení, aby bylo možné zachovat všechnu „pěnu“ při plnění nápojů do lahví nebo plechovek. Základem je zde metoda izobarického tlaku. V podstatě udržuje stejný tlak jak v velké nádrži, ve které je uložen sodovkový nápoj, tak v nádobě, která se právě plní. Proč je to důležité? Pokud jsou tlaky vyrovnané, nedochází během plnění k náhlému uvolňování CO₂. Stroj nejprve do prázdných nádob fouká CO₂, poté vyrovná tlaky a teprve potom nalévá samotný nápoj. Po dokončení plnění se tlak postupně snižuje, čímž se zabrání nadměrnému pěnění a vzniku nepříjemných bublinek. Tento celý systém zajišťuje, že každá láhev zůstane správně zásobena oxidem uhličitým až do chvíle, kdy ji někdo otevře doma.
Klíčové komponenty: plnicí ventily, systémy protitlaku a integrace uzavírání
Plnicí ventily pracují s neuvěřitelnou přesností a řídí průtok až na milimetr, přičemž se aktivují pouze tehdy, když se tlakové úrovně správně vyrovnají. Tyto systémy řídí hladinu oxidu uhličitého prostřednictvím mechanismů protitlaku vybavených senzory, které sledují rozdíly mezi nádržemi a kontejnery v rozsahu plus nebo minus 0,1 baru. Většina moderních výrobních linek nyní uzavírá lahve již dva sekundy po jejich naplnění díky těsněním, která aplikují řízený krouticí moment, aby udržela vnitřní tlaky stabilní. Když všechny tyto komponenty spolupracují v dokonalé harmonii – od ventilů přes řízení plynu až po samotný proces uzavírání – zabrání vniknutí kyslíku a pomohou produktům zůstat čerstvějšími po mnohem delší dobu na obchodních poličkách. Speciální nerezové kanály s teplotní regulací také plní svou roli minimalizací turbulencí během přečerpávání, což znamená, že výrobci mohou očekávat konzistenci objemu plnění kolem 99,5 % bez ohledu na to, zda pracují s lahve ze skla, plastovými obaly nebo hliníkovými plechovkami.
Výběr vhodného stroje na plnění sycených nápojů podle rozsahu vaší výroby
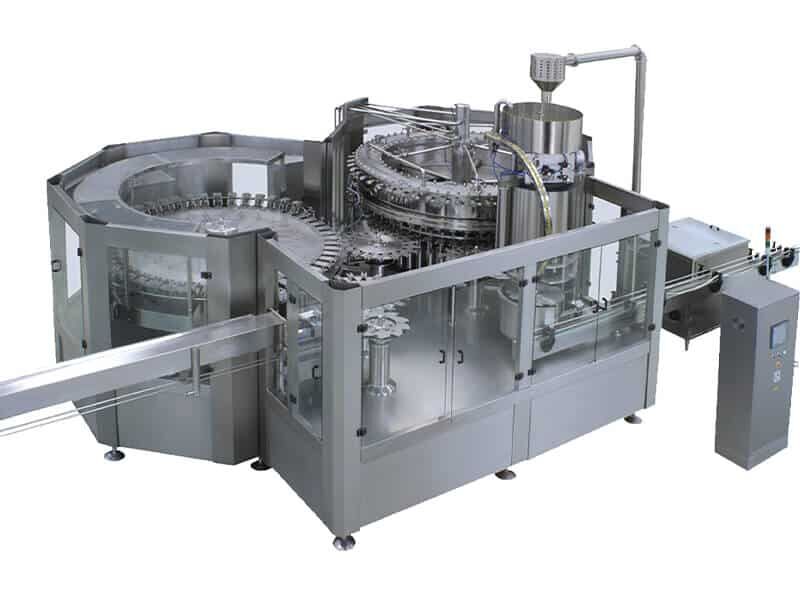
Malé šarže vs. vysokorychlostní linky: kapacita, úroveň automatizace a důvody pro návratnost investice
U malých výrobců, kteří vyrábějí méně než 1 000 lahví za hodinu, dává smysl používat ruční nebo poloautomatické zařízení, protože to na počátku snižuje náklady. Tyto sestavy stále vyžadují, aby zaměstnanci ručně nahrávali výrobky a spouštěli každý cyklus. Pokud se výroba zvýší na rozmezí mezi 1 000 a 8 000 lahví za hodinu, mnoho výrobců považuje za vhodnou investici rotační plnicí systémy. Tyto stroje provádějí oplachování, plnění i uzavírání najedou, čímž ušetří čas a sníží počet chyb. Velcí výrobci nápojů, kteří vyrábějí více než 12 000 lahví za hodinu, obvykle investují do zcela automatických lineárních výrobních linek. Tyto pokročilé systémy jsou vybaveny integrovanými dopravníky a programovatelnými logickými řídicími jednotkami (PLC), které řídí každý krok celého procesu. Co je skutečně rozhodující pro návratnost investice, se liší podle konkrétních požadavků dané výrobní haly a tržních podmínek.
- Snížení pracovní síly (automatické linky snižují potřebný počet zaměstnanců o 60 %)
- Doba přepínání (modulární konstrukce ušetří 30–45 minut na dávku)
- Konzistence karbonizace (přesné ventily snižují ztrátu produktu o 15 %)
Kompatibilita materiálů: Bezpečné zpracování skleněných, PET a hliníkových obalů
Druh používaného obalu skutečně určuje, jaké specifikace strojního vybavení jsou potřebné. Skleněné lahve je třeba zacházet opatrně, protože se snadno rozbijí při příliš vysokém tlaku během plnění, a proto většina systémů omezuje tlak ventilu na hodnotu pod 3,5 baru. U PET obalů je situace zajímavější, neboť tyto obaly vyžadují speciální protitlakové mechanismy, které udržují tlak přibližně o 0,8 až 1,2 baru vyšší než je tlak oxidu uhličitého v samotné kapalině, aby bylo možné správně řídit roztažnost. Hliníkové plechovky představují také zvláštní výzvy – vyžadují specifické zařízení pro zavírání (zapečování) vhodné pro jejich švy a také systém dusíkového plnění, který udržuje produkt čerstvý po delší dobu. Existují univerzální plnící stroje, které jsou navrženy tak, aby zpracovávaly naráz několik různých typů obalů, avšak i tyto stroje mají určité požadavky, které závisí na konkrétním použití.
- Nastavitelné držáky hrdla (pro rozdíly ve výšce)
- Nekovové kontaktní povrchy (za účelem prevence koroze při styku s kyselými nápoji)
- Tlakové profily přizpůsobené propustnosti materiálu (PET ztrácí CO₂ o 40 % rychleji než sklo)
Kritické provozní osvědčené postupy pro konzistentní karbonaci a přesné plnění
Chlazení před plněním, regulace teploty a monitorování nasycení CO₂
Udržování nápojů při teplotě pod 4 stupni Celsia (přibližně 39 stupňů Fahrenheita) těsně před jejich naplněním do lahví nebo plechovek má rozhodující význam. Studené kapaliny lépe udržují oxid uhličitý, a proto je menší pravděpodobnost, že se bubliny začnou tvořit příliš brzy během balení. Moderní zařízení zahrnuje senzory CO₂, které kontrolují, zda má nápoj dostatečný obsah „šumivosti“ těsně před zahájením plnění. Tyto senzory jsou velmi přesné – s odchylkou přibližně 0,1 objemové jednotky. Pokud se něco odchýlí od požadovaných hodnot, systém automaticky upraví chladicí proces, čímž se sníží množství ztraceného produktu přibližně o 7 až dokonce o 12 procent v závislosti na konkrétních podmínkách. Na pozadí pak programovatelné logické řídicí jednotky (PLC) nepřetržitě sledují teplotu i tlak během celého dne, aby byla zajištěna konzistence každé šarže od jedné hodiny k druhé. Tento typ monitoringu pomáhá udržet dokonalou rovnováhu mezi živostí a hladkostí, jakou si zákazníci očekávají od svých oblíbených limonád a pramenitých vod.
Minimalizace pěny a ztrát produktu prostřednictvím časování otevírání ventilů a kalibrace tlaku
Přesné řazení otevírání ventilů zabrání pěnění způsobenému turbulencí, které v nekorigovaných systémech způsobuje nepřesnosti plnění přesahující 5 %. Servopoháněné ventily dosahují tolerance plnění ±0,5 % synchronizací následujících fází:
- Doba trvání kapalné fáze (okna 50–200 ms)
- Uvolnění protitlaku (postupné snižování po dobu 0,5 sekundy)
-
Předtlakování podle shody (rozdíl menší než 1 psi oproti nádobám na nápoje)
Nesouhlas polohy senzoru o 12 mm může při vysoké rychlosti způsobit ztrátu 150 mL/min. Automatická kalibrace tlaku během cyklů CIP odstraňuje drift a udržuje přesnost i u link pro plnění více než 10 000 lahví za hodinu.
Proaktivní údržba a řešení běžných problémů při plnění karbonovaných nápojů
Denní protokoly hygieny a kontrola opotřebení těsnění/ventilů
Denní čištění nelze vynechat, pokud chceme dosahovat konzistentních výsledků. Ujistěte se, že na všechny povrchy, kterých se během zpracování dotýkají výrobky, aplikujete dezinfekční prostředky vhodné pro potravinářský průmysl. To pomáhá odstranit mikroorganismy a hromadící se rezidua, která ovlivňují chuť a ucpávají trysky. Zkontrolujte také plnící ventily a těsnění na příznaky prasklin nebo opotřebení, protože právě ony často způsobují úniky CO₂. Některé studie ukazují, že přibližně jedna pátina všech výrobních problémů je způsobena opotřebovanými těsněními. Jakmile se na dílech objeví poškození, vyměňte je okamžitě, aby nedošlo k problémům s tlakem, které by mohly ovlivnit celý systém.
Diagnostika nedostatečného naplnění, nadměrného pěnění nebo ztráty CO₂: hlavní příčiny a řešení
Když pozorujeme nepravidelné naplnění nebo příliš mnoho pěny, která vychází ven, obvykle to znamená, že je narušen tlakový rovnovážný stav nebo že ventily nejsou správně nastaveny podle časování. Začněte tím, že zkontrolujete, zda systémy protitlaku udržují tlak v rozmezí 15 až 25 psi pomocí kvalitních manometrů. Stále dochází k nedostatečnému naplnění? Je načase prozkoumat membrány plnicích ventilů – s časem se mohou ztvrdnout. Úprava časovacích obvodů často tento problém vyřeší. Pokud máte potíže s únikem CO₂, nejprve zkontrolujte, zda víčka těsní správně. Nápoje by měly mít při plnění asi 4 až 5 objemových jednotek karbonace. Většina ztrát karbonace ve skutečnosti vychází ze změn teploty – podle odvěrových údajů zhruba 38 %. Proto ochlazení nápojů na přibližně 39 stupňů Fahrenheita (tj. 4 °C) před plněním tak výrazně pomáhá. A nezapomeňte senzory znovu kalibrovat každé tři měsíce. Chybná měření mohou způsobit řadu potíží v budoucnu, aniž bychom zmiňovali dodatečné náklady z důvodu ztráty produktu.
Sekce Často kladené otázky
Jaký je význam metody izobarického tlaku při plnění sycených nápojů?
Metoda izobarického tlaku je zásadní, protože stabilizuje tlak mezi zásobníkem a plněnou nádobou. Tato rovnováha brání unikání CO₂ během procesu plnění a zajistí, že sycené nápoje zachovají svou šumivost až do chvíle, kdy je otevřou spotřebitelé.
Proč je řízení teploty důležité v procesech plnění?
Řízení teploty je životně důležité, protože chladnější kapaliny lépe udržují oxid uhličitý, čímž se snižuje tvorba bublinek během plnění. To pomáhá udržet úroveň sycení a zabrání nekonzistencím v produktu.
Jaký dopad má automatizace na výrobu při lahvování sycených nápojů?
Automatizace výrazně zvyšuje efektivitu výroby snížením závislosti na lidské práci, zrychlením rychlosti výstupu a zlepšením přesnosti při manipulaci s lahvemi, jejich plnění a uzavírání, což nakonec vede ke lepšímu návratu investic (ROI).
Jaká je běžná příčina pěny během procesu plnění?
Pěna se často vytváří v důsledku turbulencí během procesu plnění, což lze ovládat přesným nastavením časování ventilu a kalibrací tlaku, čímž se snižují nepřesnosti plnění a ztráty produktu.
Obsah
- Jak Stroje na plnění sycených nápojů Princip činnosti: základní mechanismy a technologie
- Výběr vhodného stroje na plnění sycených nápojů podle rozsahu vaší výroby
- Kritické provozní osvědčené postupy pro konzistentní karbonaci a přesné plnění
- Proaktivní údržba a řešení běžných problémů při plnění karbonovaných nápojů
- Sekce Často kladené otázky