

Ինչպե՞ս Գազավտանգ խմիչքների լցման մեքենաներ Աշխատանք. Հիմնական մեխանիզմները և տեխնոլոգիան
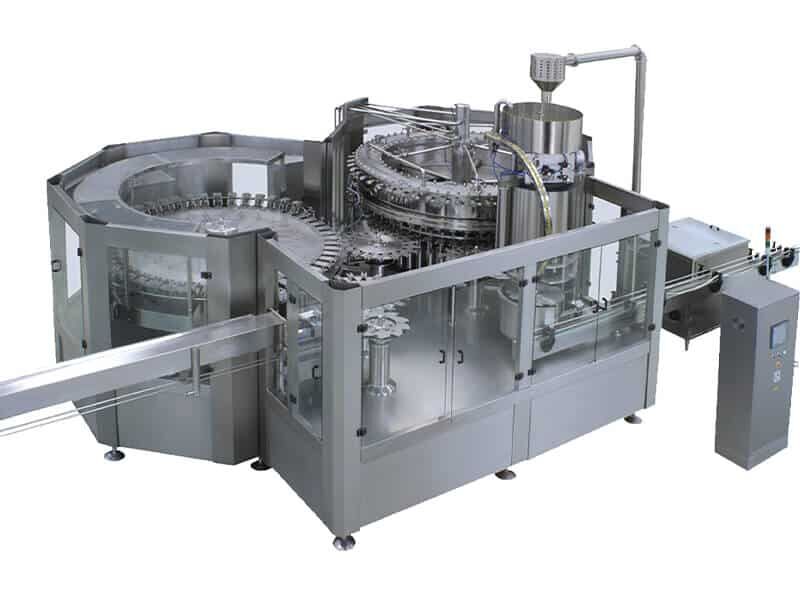
Ածխաթթվային ըմպելիքների լցման մեքենաները պետք է ունենան իսկապես ճշգրիտ ինժեներական լուծումներ, որպեսզի պահպանեն այդ փրփուրը, երբ ըմպելիքները լցվում են շշերի կամ տարաների մեջ: Այստեղ հիմք է հանդիսանում այսպես կոչված «Իզոբարային ճնշման մեթոդը»: Ընդհանուր առմամբ, այն ապահովում է միևնույն ճնշումը ինչպես սոդայի մեծ տարայում, այնպես էլ լցվող տարայում: Ինչու՞ է սա կարևոր: Երբ ճնշումները համընկնում են, գործընթացի ընթացքում չի տեղի ունենում CO₂-ի անսպասելի արտանետում: Մեքենան սկզբում իրականացնում է CO₂-ի ներմուծում դատարկ տարաների մեջ, այնուհետև հավասարակշռում է բոլոր պարամետրերը՝ մինչև իրական ըմպելիքի լցումը: Լցման ավարտից հետո ճնշումը դանդաղ իջնում է, ինչը օգնում է կանխել այն անհաճելի փրփուրի առաջացումը: Այս ամբողջ համակարգը ապահովում է, որ յուրաքանչյուր շուշ ճիշտ ածխաթթվացված մնա մինչև այն տնային պայմաններում բացվի:
Հիմնական բաղադրիչներ՝ լցման կափարիչներ, հակաճնշման համակարգեր և կափարիչների միաձուլում
Լցման կլապանները աշխատում են հիասքանչ ճշգրտությամբ՝ վերահսկելով հոսքը մինչև միլիմետր և ակտիվանում են միայն այն դեպքում, երբ ճնշման մակարդակները ճիշտ համընկնում են: Այս համակարգերը կարբոնաթթվի մակարդակները վերահսկում են հակաճնշման մեխանիզմների միջոցով, որոնք սարքավորված են սենսորներով, որոնք հետևում են տանկերի և ամանների միջև տարբերություններին՝ ±0.1 բար շրջանակում: Շատ ժամանակակից արտադրական գծերում այժմ շատրվանները փակվում են լցման ավարտից երկու վայրկյան անց՝ շնորհիվ այն սեղմանիչների, որոնք կիրառում են վերահսկվող պտտման մոմենտ՝ ներքին ճնշումն ամրապնդելու համար: Երբ բոլոր այս բաղադրիչները համատեղ աշխատում են համատեղված կերպով՝ սկսած կլապաններից մինչև գազի վերահսկումը և իրական սեղմանային գործընթացը, դա կանխում է թթվածնի ներթափանցումը և օգնում է ապրանքներին երկար ժամանակ մնալ թարմ խանութների վաճառքի դասակարգերում: Հատուկ ջերմաստիճանի վերահսկմամբ սարքավորված ստայնլես պողպատե անցուղիներն էլ իրենց դերն են խաղում՝ նվազեցնելով տարանցումը տեղափոխման ընթացքում, ինչը նշանակում է, որ արտադրողները կարող են սպասել մոտավորապես 99.5 % համասեռության լցման ծավալներում՝ արդյունքում աշխատելով ապակե շատրվանների, պլաստիկ ամանների կամ ալյումինե տարաների հետ:
Ընտրեք ձեր արտադրական մասշտաբին համապատասխան գազավորված ըմպելիքների լցման սարքավորումը
Փոքր սերիայի և բարձր արագությամբ տողերի համեմատություն՝ հզորություն, ավտոմատացման մակարդակ և վերադարձի վրա ներդրումների հաշվարկ
Փոքր մասշտաբի արտադրողների համար, ովքեր ժամում արտադրում են 1000-ից պակաս շշեր, ձեռքով կամ կիսաավտոմատ սարքավորումները տրամաբանական են, քանի որ դրանք սկզբում նվազեցնում են ծախսերը: Այս համակարգերը դեռևս պահանջում են աշխատողների մասնակցություն՝ ապրանքները լիցքավորելու և յուրաքանչյուր ցիկլը ձեռքով սկսելու համար: Երբ արտադրությունը մեծանում է մինչև 1000–8000 շուշ ժամում, շատերը պտտվող լցնող համակարգերը համարում են ներդրման արժեքը արդարացնող: Այս մեքենաները մեկ գործողության մեջ կատարում են շշերի լվացումը, լցնելը և փակածը, ինչը խնայում է ժամանակ և նվազեցնում սխալների հավանականությունը: Մեծ ըմպելիքների արտադրողները, որոնք ժամում արտադրում են 12000-ից ավելի շշեր, սովորաբար ներդրում են ամբողջությամբ ավտոմատացված գծային արտադրական գծերում: Այս առաջադեմ համակարգերը ներառում են ներդրված տրանսպորտյորներ և ծրագրավորելի տրամաբանական կառավարիչներ, որոնք կառավարում են գործընթացի յուրաքանչյուր քայլը: Վերադարձի վրա ներդրումների հաշվարկի համար իրականում կարևոր է կախված լինել կոնկրետ գործարանի պահանջներից և շուկայական պայմաններից:
- Աշխատավորների թվի նվազեցում (ավտոմատացված գծերը նվազեցնում են աշխատավորների թիվը 60%-ով)
- Փոխարկման ժամանակ (մոդուլային դիզայները խնայում են 30–45 րոպե յուրաքանչյուր շարքի համար)
- Գազավորման համասեռություն (ճշգրտության վալվերը նվազեցնում են արտադրանքի կորուստը 15%-ով)
Նյութերի համատեղելիություն՝ ապահով աշխատանք ապակե և PET տարաների, ինչպես նաև ալյումինե տարաների հետ
Իրականում այն, թե ինչ տեսակի տարա ենք օգտագործում, որոշում է այն մեքենաների տեխնիկական բնութագրերը, որոնք անհրաժեշտ են: Ապակե շշերը պետք է մշակվեն զգույշ, քանի որ լցման գործողությունների ժամանակ դրանք հեշտությամբ կարող են կոտրվել՝ եթե ենթարկվեն չափից շատ ճնշման, որի պատճառով էլ շատ համակարգեր սահմանափակում են սեղանակի ճնշումը 3,5 բարից ցածր: PET տարաների դեպքում իրավիճակը ավելի հետաքրքիր է, քանի որ դրանք պահանջում են հատուկ հակաճնշման մեխանիզմներ, որոնք պահպանում են 0,8–1,2 բար ճնշում հեղուկում առկա ածխածնի երկօքսիդի մակարդակից բարձր՝ ճիշտ կառավարելու ընդլայնումը: Ալյումինե տարաներն էլ իրենց հերթին ունեն իրենց մասնավոր մարտահրավերները՝ պահանջելով հատուկ կնքման սարքավորումներ, որոնք աշխատում են տարայի կնքման միացման մասերի հետ, ինչպես նաև ազոտի լվացման համակարգ, որպեսզի ապրանքը երկար ժամանակ մնա թարմ: Կան նաև համատեղելի լցնող մեքենաներ, որոնք նախատեսված են միաժամանակ մշակելու մի քանի տեսակի տարա, սակայն դրանք նույնպես որոշակի պահանջներ են ներկայացնում՝ կախված կիրառման տեսակից:
- Կարգավորելի վզի բռնակներ (բարձրության տատանումների համար)
- Ոչ մետաղական շփման մակերևույթներ (թթվային ըմպելիքների հետ կոռոզիայի կանխարգելման համար)
- Ճնշման պրոֆիլներ՝ հարմարեցված նյութի թափանցելիությանը (PET-ը CO₂-ն կորցնում է 40 % ավելի արագ, քան ապակին)
Կրիտիկական շահագործման լավագույն պրակտիկաները համասեռ կարբոնացման և լցման ճշգրտության համար
Լցումից առաջ սառեցում, ջերմաստիճանի վերահսկում և CO₂-ի հագեցման մոնիտորինգ
Խմիչքները 4 աստիճան Ցելսիուս (մոտավորապես 39 Ֆարենհայթ) ջերմաստիճանի տակ պահելը շատ կարևոր է անմիջապես դրանք շշերի կամ տափակ տարաների մեջ լցնելուց առաջ։ Սառը հեղուկները ավելի լավ են պահում ածխածնի երկօքսիդը, ուստի լցման գործընթացի ընթացքում ավելի քիչ է հավանականությունը, որ փրփուրը կառաջանա շատ վաղ՝ արտադրանքի կորուստը նվազեցնելու համար։ Ժամանակակից համակարգը ներառում է CO2 սենսորներ, որոնք ստուգում են խմիչքի փրփուրավորությունը լցման սկսելուց առաջ։ Այս սենսորները բավականին ճշգրիտ են՝ մոտավորապես 0,1 ծավալային միավորի սխալով։ Երբ ինչ-որ բան շեղվում է նախատեսվածից, համակարգը ավտոմատ կերպով ճշգրտում է սառեցման գործընթացը՝ խնդիրը վերացնելու համար, ինչը արտադրանքի կորուստը նվազեցնում է մոտավորապես 7–12 տոկոսով՝ կախված պայմաններից։ Հետնապլանում ծրագրավորվող տրամաբանական կառավարիչները ամբողջ օրվա ընթացքում հսկում են ջերմաստիճանն ու ճնշումը՝ ապահովելու համար, որ յուրաքանչյուր շարք ժամեր շարունակ մնա համասեռ։ Այս տեսակի հսկումը օգնում է պահպանել այն կատարյալ հավասարակշռությունը թարմության և հարթության միջև, որը սպառողները սպասում են իրենց սիրելի գազավորված ըմպելիքներից և սպարկլինգ ջրերից։
Պերիտոնեալ փրփուրացման և ապրանքի կորուստների նվազեցում մեխանիզմի ժամանակային կարգավորման և ճնշման կալիբրման միջոցով
Ճշգրտությամբ կարգավորվող մեխանիզմների հաջորդականությունը կանխում է տարբերակված հոսանքների պատճառով առաջացած փրփուրացումը, որը առաջացնում է լցման սխալներ՝ 5 %-ից ավելի չկարգավորված համակարգերում: Սերվո-շարժվող մեխանիզմները հասնում են ±0,5 % լցման թույլատրելի շեղումների՝ համաժամեցնելով.
- Հեղուկ փուլի տևողությունը (50–200 մս ժամանակային պատուհաններ)
- Հակաճնշման ազատագրումը (աստիճանաբար 0,5 վայրկյան տևողությամբ իջեցում)
-
Նախնական ճնշման համապատասխանեցումը (<1 psi տարբերություն ըստ ըմպելիքների տանկերի)
12 մմ սենսորի ճիշտ չդասավորվելը բարձր արագության դեպքում կարող է առաջացնել 150 մլ/րոպե կորուստ: Մաքրման (CIP) ցիկլերի ընթացքում իրականացվող ավտոմատացված ճնշման կալիբրումը վերացնում է շեղումները և ապահովում ճշգրտությունը 10 000-ից ավելի շշեր/ժամ արտադրողականությամբ գծերում:
Կանխարգելիչ սպասարկում և սովորական գազավորված ըմպելիքների լցման խնդիրների վերացում
Օրական սանիտարական պրոտոկոլներ և ստվարաթղթե մասերի/փականների մաշվածության ստուգում
Օրական մաքրումը չի կարելի բաց թողնել, եթե ցանկանում ենք ստանալ համաստեղ արդյունքներ: Համոզվեք, որ սննդային օգտագործման համար թույլատրված սանիտարական միջոցներով մշակվում են բոլոր մակերեսները, որտեղ արտադրանքը շփվում է մշակման ընթացքում: Սա օգնում է վերացնել միկրոօրգանիզմները և կուտակված մնացորդները, որոնք խանգարում են համի ձևավորմանը և փակում են սեղմանի անցքերը: Ստուգեք նաև լցնող փականները և ստվարաթղթե մասերը ճեղքվածքների կամ մաշվածության նշանների համար, քանի որ դրանք հաճախ են առաջացնում CO2-ի արտահոսք: Որոշ հետազոտություններ ցույց են տալիս, որ արտադրական խնդիրների մոտ հինգերորդ մասը կապված է մաշված սեղմանի մասերի հետ: Երբ մասերը սկսում են ցուցադրել վնասվածքներ, դրանք անմիջապես փոխարինեք՝ մինչև ճնշման խնդիրները սկսեն ազդել ամբողջ համակարգի վրա:
Անբավարար լցման, չափից շատ փրփուրացման կամ CO2-ի կորստի ախտորոշում. հիմնական պատճառները և լուծումները
Երբ մենք տեսնում ենք անհամասեռ լցումներ կամ չափից շատ փրփուր, սովորաբար դա նշանակում է, որ ճնշման հավասարակշռության մեջ կա խնդիր, կամ հնարավոր է՝ փականները ճիշտ չեն աշխատում։ Սկսեք ստուգելով, որ հակաճնշման համակարգերը պահպանում են ճնշումը 15–25 psi սահմաններում՝ օգտագործելով բարձրորակ մանոմետրեր։ Այս պահին էլ դեռևս անբավարար լցում եք ստանում։ Դա ժամանակն է ստուգելու լցման փականների դիաֆրագմաները՝ դրանք ժամանակի ընթացքում կարող են կոշտանալ։ Հաճախ այս խնդրի լուծումը հասնում է ժամանակային շղթաների ճշգրտման միջոցով։ Եթե խնդիրը կապված է CO₂-ի կորստի հետ, առաջին հերթին ստուգեք՝ կափարիչները ճիշտ են արդյոք կնքվում։ Վերալցման ժամանակ ըմպելիքները պետք է պարունակեն 4–5 ծավալային մաս CO₂։ Իրականում մեծ մասը CO₂-ի կորստի պայմանավորված է ջերմաստիճանի փոփոխությամբ՝ ըստ արդյունաբերական տվյալների՝ մոտավորապես 38 %։ Այդ պատճառով լցման առաջ ըմպելիքները սառեցնել մոտավորապես 39 Ֆարենհայթ (կամ 4 °C) ջերմաստիճանում այդքան կարևոր է։ Եվ մի забուլում մոռացեք սենսորները յուրաքանչյուր երեք ամիսը մեկ վերակարգավորել։ Սխալ ցուցման արդյունքները կարող են առաջացնել բազմաթիվ խնդիրներ հետագայում, ինչպես նաև ավելցուկային ծախսեր վաստակված ապրանքի պատճառով։
FAQ բաժին
Ինչ է իսոբարային ճնշման մեթոդի կարևորությունը գազավորված ըմպելիքների լցման ժամանակ:
Իսոբարային ճնշման մեթոդը կարևոր է, քանի որ այն հավասարակշռում է ճնշումը պահեստավորման տանկի և լցվող տարայի միջև: Այս հավասարակշռությունը կանխում է CO₂-ի դուրս գալը լցման ընթացքում, ապահովելով, որ գազավորված ըմպելիքները պահպանեն իրենց փրփուրավորությունը մինչև սպառողների կողմից բացելը:
Ինչու՞ է ջերմաստիճանի վերահսկումը կարևոր լցման գործընթացներում:
Ջերմաստիճանի վերահսկումը կարևոր է, քանի որ ավելի ցուրտ հեղուկները լավ են պահում ածխածնի երկօքսիդը, ինչը նվազեցնում է փրփուրի առաջացումը լցման ընթացքում: Սա օգնում է պահպանել գազավորման մակարդակը և կանխել արտադրանքի անհամասեռությունը:
Ինչպե՞ս է ավտոմատացումը ազդում գազավորված ըմպելիքների շշալցման արտադրության վրա:
Ավտոմատացումը զգալիորեն բարձրացնում է արտադրության արդյունավետությունը՝ նվազեցնելով աշխատավորների կախվածությունը, մեծացնելով արտադրանքի արագությունը և բարելավելով շշերի մշակման, լցման և փակման ճշգրտությունը, ինչը վերջնականապես հանգեցնում է ավելի լավ ներդրումների վերադարձի (ROI) ցուցանիշի:
Ի՞նչ է լցման ընթացքում փրփուրավորման տարածված պատճառը:
Պենայի առաջացումը հաճախ պայմանավորված է լցման գործընթացի ժամանակ առաջացող տարբեր խառնուրդներով, որոնք կարելի է վերահսկել ճշգրիտ փականների ժամանակավորման և ճնշման կարգավորման միջոցով՝ նվազեցնելով լցման սխալները և ապրանքի կորուստը:
Բովանդակության աղյուսակ
- Ինչպե՞ս Գազավտանգ խմիչքների լցման մեքենաներ Աշխատանք. Հիմնական մեխանիզմները և տեխնոլոգիան
- Ընտրեք ձեր արտադրական մասշտաբին համապատասխան գազավորված ըմպելիքների լցման սարքավորումը
- Կրիտիկական շահագործման լավագույն պրակտիկաները համասեռ կարբոնացման և լցման ճշգրտության համար
- Կանխարգելիչ սպասարկում և սովորական գազավորված ըմպելիքների լցման խնդիրների վերացում
- FAQ բաժին