

چطور؟ دستگاههای پرکننده نوشیدنی گازدار کار: مکانیزمها و فناوریهای اصلی
دستگاههای پرکننده برای نوشیدنیهای گازدار نیازمند مهندسی بسیار دقیق هستند تا تمام آن جوش و فوران (گاز دیاکسید کربن) در هنگام ریختن نوشیدنی در بطریها یا قوطیها حفظ شود. روشی به نام «روش فشار ایزوباریک» به عنوان اساس این سیستم عمل میکند. اساساً، این روش فشار یکسانی را در هر دو محل—یعنی در مخزن بزرگ حاوی نوشابه و در ظرفی که در حال پر شدن است—حفظ میکند. این امر چرا اهمیت دارد؟ زیرا هنگامی که فشارها با یکدیگر برابر باشند، هیچ جریان ناگهانی از گاز CO₂ در طول فرآیند پرکردن رخ نمیدهد. این دستگاه ابتدا گاز CO₂ را به داخل ظروف خالی تزریق میکند، سپس پیش از ریختن نوشیدنی واقعی، تعادل فشار را برقرار میسازد. پس از اتمام فرآیند پرکردن، فشار بهآرامی کاهش مییابد که این امر از تشکیل حبابهای اضافی و ایجاد کف نامطلوب جلوگیری میکند. این کل سیستم تضمین میکند که هر بطری تا لحظهای که مصرفکننده آن را در خانه باز میکند، بهدرستی گازدار باقی بماند.
اجزای کلیدی: شیرهای پرکننده، سیستمهای مقابلفشار و ادغام با دستگاههای درببستن
شیرهای پرکننده با دقت شگفتانگیزی کار میکنند و جریان را تا حد میلیمتر کنترل مینمایند و تنها زمانی فعال میشوند که سطوح فشار بهدرستی با یکدیگر تطبیق یابند. این سیستمها سطح دیاکسید کربن را از طریق مکانیزمهای فشار مقابل مجهز به سنسورهایی کنترل میکنند که تفاوتهای بین مخازن و ظروف را در محدودهای معادل ±۰٫۱ بار ردیابی میکنند. اکثر خطوط تولید مدرن امروزی، بطریها را تنها دو ثانیه پس از پر شدن آنها مهر میکنند، و این امر بدانخاطر ممکن است که درپوشها گشتاور کنترلشدهای اعمال میکنند تا فشار داخلی را پایدار نگه دارند. وقتی تمام این اجزا — از شیرها و کنترلکنندههای گاز تا خود فرآیند مهرکردن — بهصورت هماهنگ با یکدیگر عمل میکنند، ورود اکسیژن را متوقف کرده و به حفظ تازگی محصولات بر روی قفسههای فروشگاهها برای مدت طولانیتری کمک میکنند. کانالهای فولاد ضدزنگ کنترلشده از نظر دما نیز نقش خود را ایفا میکنند و با کاهش تلاطم در حین انتقال، به تولیدکنندگان امکان میدهند تا در حجم پرکردن، حتی در صورت کار با بطریهای شیشهای، ظروف پلاستیکی یا قوطیهای آلومینیومی، ثباتی حدود ۹۹٫۵ درصد انتظار داشته باشند.
انتخاب ماشین مناسب پرکنندهی نوشیدنی کربندار بر اساس مقیاس تولید شما
خطهای تولید با حجم کم در مقابل خطهای پرسرعت: ملاحظات ظرفیت، سطح اتوماسیون و بازده سرمایهگذاری
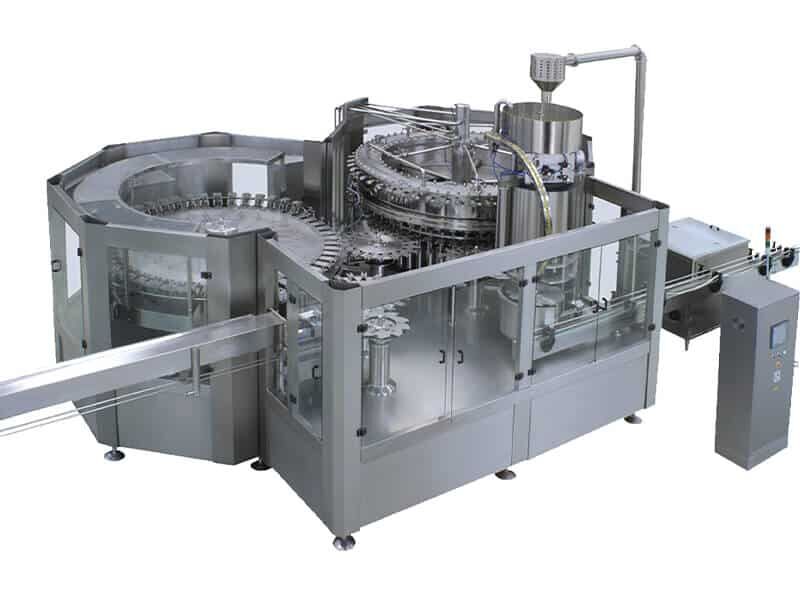
برای تولیدکنندگان مقیاس کوچک که کمتر از ۱۰۰۰ بطری در ساعت تولید میکنند، استفاده از تجهیزات دستی یا نیمهاتوماتیک منطقی است، زیرا این روشها در ابتدا هزینهها را کاهش میدهند. این سیستمها همچنان نیازمند حضور کارگران برای بارگیری محصولات و راهاندازی دستی هر چرخه هستند. وقتی ظرفیت تولید به بین ۱۰۰۰ تا ۸۰۰۰ بطری در ساعت افزایش مییابد، بسیاری از تولیدکنندگان سیستمهای پرکن چرخشی را سرمایهگذاری ارزشمندی میدانند. این ماشینها عملیات شستشو، پرکردن و درببندی را در یک مرحله انجام میدهند که منجر به صرفهجویی در زمان و کاهش خطاهای انسانی میشود. تولیدکنندگان بزرگ نوشیدنیها که بیش از ۱۲۰۰۰ بطری در ساعت تولید میکنند، معمولاً در خطوط تولید خطی کاملاً اتوماتیک سرمایهگذاری میکنند. این سیستمهای پیشرفته دارای نوار نقالههای داخلی و کنترلکنندههای منطقی برنامهپذیر (PLC) هستند که تمام مراحل فرآیند را مدیریت میکنند. عامل اصلی مؤثر بر بازده سرمایهگذاری (ROI) بستگی به نیازهای خاص کارخانه و شرایط بازار دارد.
- کاهش نیروی کار (خطوط اتوماتیک نیاز به نیروی کار را تا ۶۰٪ کاهش میدهند)
- زمان تغییر خط تولید (طراحیهای ماژولار ۳۰ تا ۴۵ دقیقه در هر دسته صرفهجویی میکنند)
- ثبات کربناتشدن (شیرهای دقیق، اتلاف محصول را ۱۵٪ کاهش میدهند)
سازگاری با مواد: امکان پردازش ایمن ظروف شیشهای، PET و آلومینیومی
نوع ظرفی که با آن سروکار داریم، واقعاً تعیینکنندهٔ مشخصات ماشینآلات مورد نیاز است. بطریهای شیشهای باید با احتیاط زیادی جابهجا شوند، زیرا در صورت قرار گرفتن در معرض فشار زیاد در حین عملیات پرکردن بهراحتی میشکنند؛ به همین دلیل اکثر سیستمها فشار شیر را زیر ۳٫۵ بار محدود میکنند. برای ظروف PET، اوضاع جالبتر میشود، زیرا این ظروف نیازمند مکانیزمهای خاص فشار مقابل هستند که فشاری حدود ۰٫۸ تا ۱٫۲ بار بالاتر از سطح دیاکسید کربن موجود در مایع ایجاد کرده و انبساط را بهدرستی کنترل میکنند. بطریهای آلومینیومی نیز چالشهای خود را دارند و نیازمند تجهیزات خاصی برای درزبندی (سیمینگ) هستند که با درزهای بطری کار میکنند، علاوه بر سیستمی برای تزریق نیتروژن (فلش نیتروژن) تا محصول را برای دورههای طولانیتری تازه نگه دارد. ماشینهای پرکنندهٔ جهانی (یونیورسال) نیز وجود دارند که طراحیشدهاند تا چندین نوع ظرف را همزمان پر کنند، هرچند این ماشینها نیز بسته به کاربرد خاص خود، الزامات مشخصی دارند.
- گیرندههای قابل تنظیم گردن ظرف (برای تغییرات ارتفاع)
- سطوح تماس غیرفلزی (برای جلوگیری از خوردگی با نوشیدنیهای اسیدی)
- پروفایلهای فشار متناسب با نفوذپذیری ماده (PET دیاکسید کربن را ۴۰ درصد سریعتر از شیشه از دست میدهد)
بهترین روشهای عملیاتی حیاتی برای کربناسیون یکنواخت و دقت پرکردن
سرمایش پیش از پرکردن، کنترل دما و پایش اشباعشدگی دیاکسید کربن
نگهداشتن نوشیدنیها در دمای زیر ۴ درجه سلسیوس (تقریباً ۳۹ فارنهایت) دقیقاً قبل از ریختن آنها در بطریها یا قوطیها، تفاوت اساسی ایجاد میکند. مایعات سرد دیاکسید کربن را بهتر حفظ میکنند؛ بنابراین احتمال تشکیل حبابها در مراحل اولیه بستهبندی کاهش مییابد. سیستم مدرن موجود شامل سنسورهای CO2 است که دقیقاً پیش از شروع فرآیند پرکردن، میزان گاز موجود در نوشیدنی را بررسی میکنند. این سنسورها دقت بالایی دارند و خطای اندازهگیری آنها حدود ۰٫۱ واحد حجمی است. هنگامی که هرگونه انحرافی رخ میدهد، سیستم بهصورت خودکار فرآیند سرمایش را تنظیم میکند تا مشکل را رفع کند؛ این امر میزان ضایعات محصول را بسته به شرایط، حدود ۷ تا حتی ۱۲ درصد کاهش میدهد. در پسزمینه، کنترلکنندههای منطقی برنامهپذیر (PLC) در طول روز همزمان بر دما و فشار نظارت میکنند تا اطمینان حاصل شود که هر دسته از تولید از یک ساعت به ساعت دیگر ثبات لازم را حفظ کند. این نوع نظارت به حفظ تعادل کامل بین تازگی و نرمی که مشتریان از نوشیدنیهای گازدار و آبهای گازدار مورد علاقهشان انتظار دارند، کمک میکند.
کاهش حبابزدایی و اتلاف محصول از طریق زمانبندی شیرها و کالیبراسیون فشار
ردیفبندی دقیق شیرها از حبابزدایی ناشی از توربولانس جلوگیری میکند که منجر به نادقت پرکردن بیش از ۵٪ در سیستمهای اصلاحنشده میشود. شیرهای محرک با سرووموتور با هماهنگسازی زیر، دقت پرکردن را در محدوده ±۰٫۵٪ تضمین میکنند:
- مدت زمان فاز مایع (پنجرههای ۵۰ تا ۲۰۰ میلیثانیهای)
- آزادسازی فشار مقابل (کاهش تدریجی در ۰٫۵ ثانیه)
-
تطابق پیشفشاردهی (تفاوت فشار کمتر از ۱ psi نسبت به مخازن نوشیدنی)
عدم ترازی ۱۲ میلیمتری سنسور میتواند در سرعت بالا منجر به اتلاف ۱۵۰ میلیلیتر در دقیقه شود. کالیبراسیون خودکار فشار در دورههای شستوشوی CIP، انحرافات را اصلاح کرده و دقت را در خطوطی با ظرفیت بیش از ۱۰٬۰۰۰ بطری در ساعت حفظ میکند.
نگهداری پیشگیرانه و عیبیابی مشکلات رایج پرکردن نوشیدنیهای گازدار
پروتکلهای روزانه بهداشت و بازرسی سایش درزبندها/شیرها
اگر میخواهیم نتایجی پایدار داشته باشیم، تمیزکاری روزانه را نمیتوان از قلم انداخت. مطمئن شوید که مواد ضدعفونیکننده مناسب برای مصارف غذایی را روی تمام سطوحی که محصولات در طول فرآیند پرکردن با آنها تماس دارند، اعمال کردهاید. این کار به از بین بردن میکروارگانیسمها و رسوبات تجمعیافته که بر طعم تأثیر میگذارند و نازلها را مسدود میکنند، کمک میکند. همچنین شیرهای پرکننده و درزبندها را نیز از نظر ترکخوردگی یا سایش بازرسی کنید، زیرا اغلب این اجزا عامل نشت گاز CO₂ هستند. برخی تحقیقات نشان میدهند که حدود یکپنجم مشکلات تولیدی ناشی از فرسودگی آببندیهاست. هنگامی که قطعات شروع به نشان دادن آسیب میکنند، بلافاصله آنها را تعویض کنید تا قبل از اینکه مشکلات ناشی از فشار بر کل سیستم تأثیر بگذارند.
تشخیص علل زیرپرکردن، ایجاد فوم بیش از حد یا از دست دادن CO₂: علل اصلی و راهحلها
وقتی پرکردنهای نامنظم یا ایجاد حباب بیش از حد مشاهده میشود، معمولاً نشاندهندهی وجود مشکلی در تعادل فشار یا احتمالاً عدم هماهنگی زمانبندی شیرهاست. ابتدا سیستمهای فشار مقابل را بررسی کنید تا اطمینان حاصل شود که فشار را در محدودهی ۱۵ تا ۲۵ psi با استفاده از مانومترهای باکیفیت حفظ میکنند. همچنان با مشکل کمبود پرکردن مواجه هستید؟ زمان آن رسیده است که دیافراگمهای شیر پرکننده را بررسی کنید — این قطعات ممکن است با گذشت زمان سفت شده باشند. تنظیم مدارهای زمانبندی اغلب این مشکل را برطرف میکند. در مورد مشکلات مربوط به از دست دادن دیاکسیدکربن (CO₂)، ابتدا بررسی کنید که درپوشها بهدرستی آببندی شدهاند یا خیر. نوشیدنیها هنگام پرکردن مجدد باید دارای حدود ۴ تا ۵ حجم کربناسیون باشند. بخش عمدهای از از دست دادن کربناسیون در واقع ناشی از تغییرات دماست — طبق دادههای صنعتی حدود ۳۸ درصد. بههمین دلیل، سرد کردن نوشیدنیها قبل از پرکردن تا دمای حدود ۳۹ درجه فارنهایت (معادل ۴ درجه سانتیگراد) تأثیر بسزایی دارد. همچنین بهیاد داشته باشید که حسگرها را هر سه ماه یکبار یا حدوداً در این بازه، دوباره کالیبره کنید. خواندنهای نادرست میتوانند منجر به مشکلات متعددی در مراحل بعدی شوند و علاوه بر این، هزینههای اضافی ناشی از هدررفت محصول را نیز بهدنبال داشته باشند.
بخش سوالات متداول
اهمیت روش فشار ایزوباریک در پرکردن نوشیدنیهای گازدار چیست؟
روش فشار ایزوباریک از اهمیت بالایی برخوردار است، زیرا فشار بین مخزن ذخیره و ظرف در حال پر شدن را تثبیت میکند. این تعادل از خروج دیاکسید کربن (CO₂) در طول فرآیند پرکردن جلوگیری میکند و اطمینان حاصل میشود که نوشیدنیهای گازدار تا زمان باز شدن توسط مصرفکنندگان، فیزش خود را حفظ کنند.
کنترل دما در فرآیندهای پرکردن چرا اهمیت دارد؟
کنترل دما از اهمیت حیاتی برخوردار است، زیرا مایعات سردتر دیاکسید کربن را بهتر نگه میدارند و تشکیل حباب را در طول فرآیند پرکردن کاهش میدهند. این امر به حفظ سطح کربناسیون کمک میکند و از ناهماهنگیهای محصول جلوگیری مینماید.
اتوماسیون چگونه بر تولید در بطریسازی نوشیدنیهای گازدار تأثیر میگذارد؟
اتوماسیون بهطور قابلتوجهی کارایی تولید را افزایش میدهد؛ زیرا وابستگی به نیروی کار را کاهش داده، سرعت خروجی را ارتقا میبخشد و دقت در دستهبندی بطریها، پرکردن و دربگذاری را بهبود میبخشد که در نهایت منجر به بازدهی بهتر سرمایهگذاری (ROI) میشود.
علت رایج تشکیل کف در طول فرآیند پرکردن چیست؟
تشکیل کف اغلب ناشی از توربولانس در طول فرآیند پرکردن است که میتوان آن را از طریق زمانبندی دقیق شیرها و کالیبراسیون فشار کنترل کرد تا نادقتهای پرکردن و اتلاف محصول کاهش یابد.